

این استاندارد در سال 2017 جایگزین استاندارد BS EN ISO 6789:2003 شده است . این استاندارد در مورد ابزار های دستی مخصوص باز و بستن پیچ ها و مهره ها می باشد . این سند همچنین حداقل الزامات مربوطه را در اختیار طراحان و سازندگان قرار می دهد برای توسعه و تولید و مستند سازی ابزار های گشتاور دستی. این استاندارد شامل دو بخش می باشد که که ما در این مقاله به بخش اول آن میپردازیم قسمت دوم شامل الزامات لازم برای صدور گواهی کالیبراسیون برای ترکمترها می باشد.این سند برای دو دسته ترکمتر به کار می رود:
- نشانگر گشتاور Indicating Torque tools
- قابل تنظیم جهت گشتاور Setting Torque tools
اصطلاحات و تعاریف و نماد ها در این گفتار:
- maximum permissible deviation : حداکثر انحراف مجازنسبی یا حداکثر درصد انحراف دستگاه ترکمتر از گشتاور مطلوب . گاها دقت Accuracy به جای حداکثر انحراف مجاز استفاده می شود که به لحاظ تکنیکی صحیح نمی باشد.
- Torque measurement system : به مجموعه دستگاه تست ترکمتر و سیستم نیرو که برای اعمال گشتاور به کار می رود.
- Torque measurement device : دستگاه تست ترکمتر جهت سنجش گشتاور به صورت مکانیکی یا با استفاده از ترنسدیوسر الکترونیکی
- Indicating Torque tool (type 1) : (ترکمتر نشان دهنده گشتاور) وسیله ای که نشانگر میزان گشتاور اعمالی است بر روی درایو مربوطه با استفاده از شاهین یا عقربه و یا صفحه نمایش دیجیتال
- Setting torque tool (type 2) : (ترکمتر قابل تنظیم ) ابزاری برای احساس گشتاور با مقایسه میزان گشتاور اعمالی به آن و میزان گشتاور تنظیمی نمایش داده شده بر روی آن با استفاده از سیگنال خروجی ضربه فزیکی همراه یا بدون صدا با استفاده از کاهش لحظه ای در گشتاور انتقالی
- Adjustable graduated torque tool (type 2,Class A,Class D and Class G) : ترکمتر شاخص دار قابل تنظیم
- Adjustable non-graduated torque tool(type 2,Class C and Class F) : ترکمتر بدون شاخص قابل تنظیم
- Torque tool with fixed adjustment(type 2,Class B and Class E) : ترکمتر تک رنج
اصطلاحات ،تعاریف و واحدها :
| واحد | نقش | symbol |
|---|---|---|
| % | درصد انحراف نسبی برای ترکمتر از گشتاور مطلوب | Ad |
| N.m | مقدار گشتاور مطلوب | Xt |
| % | مقدار گشتاور محاسبه شده توسط دستگاه تست ترکمتر | Xo |
کلاسه بندی انواع ترکمتر
ترکمتر هایی که این سند برای آنها اعمال می شود به صورت زیر طبقه بندی می شوند.الف ) Indicating torque tools(type1) ترکمتر های نمایش دهنده گشتاور1- Class A : wrench ,torsion or flexion bar , ترکمتر شاهینی :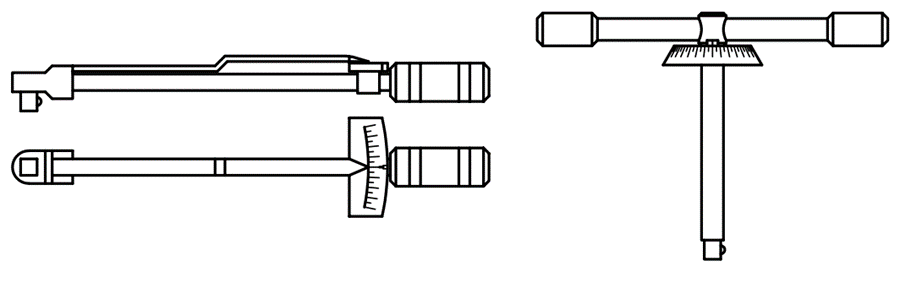 2- Class B : wrench,rigid housing ,with scale or dial display , ترکمتر ساعتی یا عقربه ای
2- Class B : wrench,rigid housing ,with scale or dial display , ترکمتر ساعتی یا عقربه ای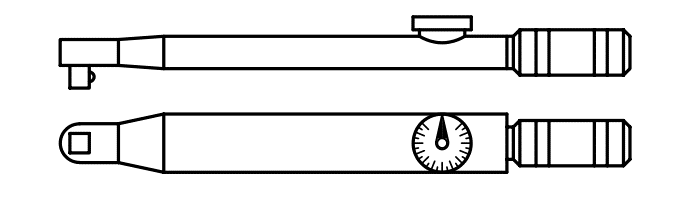 3- Class C : wrench,rigid housing and electronic measurments , ترکمتر دیجیتال یا الکترونیکی
3- Class C : wrench,rigid housing and electronic measurments , ترکمتر دیجیتال یا الکترونیکی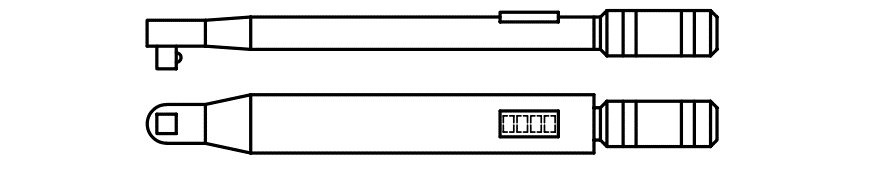 4- Class D : Screwdriver,with scale or dial or display , ترکمتر پیچگوشتی شاهینی
4- Class D : Screwdriver,with scale or dial or display , ترکمتر پیچگوشتی شاهینی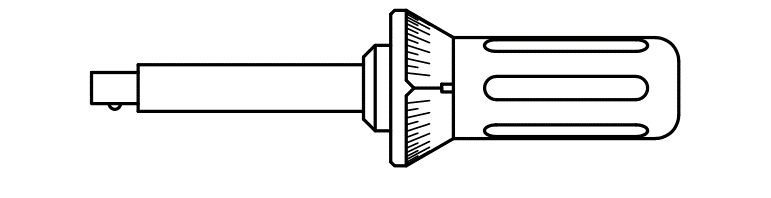 5- Class E : Screwdriver ,with electronic measurement , ترکمتر پیچگوشتی الکترونیکی
5- Class E : Screwdriver ,with electronic measurement , ترکمتر پیچگوشتی الکترونیکی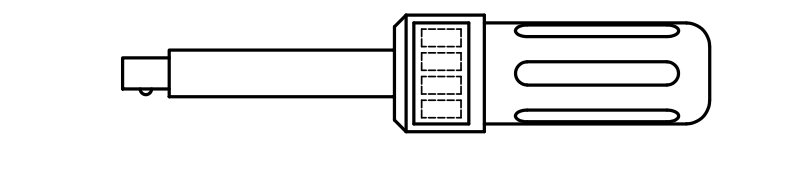 ب ) Setting torque tools(type 2 ) ترکمتر تنظیم شو1- Class A : Wrench,adjustable,graduated or with display , ترکمتر تقه ای شاخص دار
ب ) Setting torque tools(type 2 ) ترکمتر تنظیم شو1- Class A : Wrench,adjustable,graduated or with display , ترکمتر تقه ای شاخص دار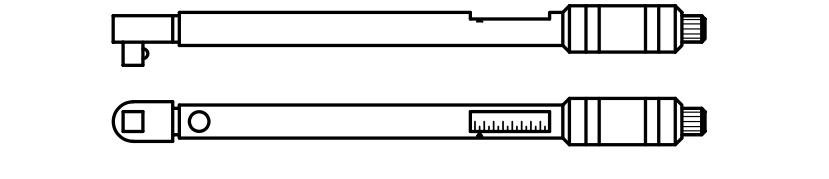 2- Class B : Wrench , fixed adjustment , ترکمتر تقه ای تک رنج
2- Class B : Wrench , fixed adjustment , ترکمتر تقه ای تک رنج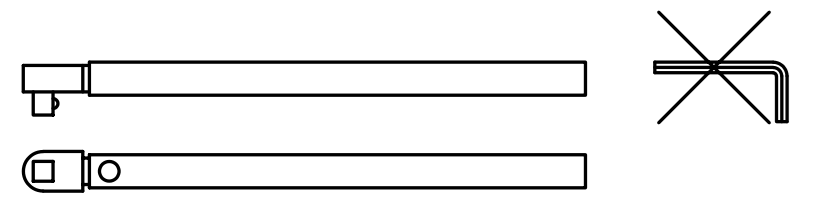 3- Class C : Wrench,adjustable,non-graduated , ترکمتر تقه ای بدون شاخص
3- Class C : Wrench,adjustable,non-graduated , ترکمتر تقه ای بدون شاخص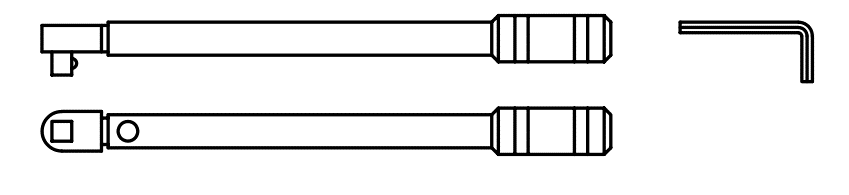 4- Class D : Screwdriver,adjustable,graduated or with display , ترکمتر پیچگوشتی تقه ای قابل تنظیم
4- Class D : Screwdriver,adjustable,graduated or with display , ترکمتر پیچگوشتی تقه ای قابل تنظیم 5- Class E : Screw driver, fixed adjustment , ترکمتر پیچگوشتی تک رنج
5- Class E : Screw driver, fixed adjustment , ترکمتر پیچگوشتی تک رنج 6- Class F : Screw driver , adjustable,non-Graduated , ترکمتر پیچگوشتی بدون شاخص
6- Class F : Screw driver , adjustable,non-Graduated , ترکمتر پیچگوشتی بدون شاخص 7- Class G : Wrench ,flexion bar,adjustable,graduated , ترکمتر شاهینی تقه ای
7- Class G : Wrench ,flexion bar,adjustable,graduated , ترکمتر شاهینی تقه ای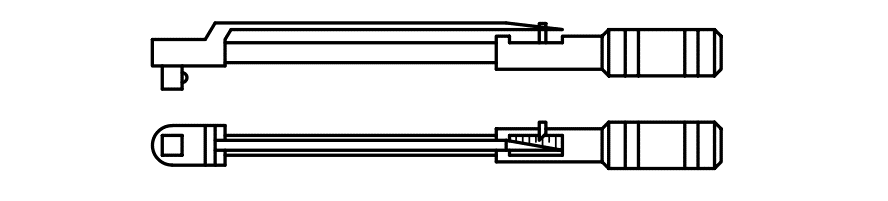
ملزومات:تست تطبیق طراحی :
شرکت سازنده ترکمتر باید بررسی کند که ترکمتر مطابق استاندارد های ذیل باشد:Maximum Torque Values (2 (مقادیر حداکثر گشتاور) :سایز درایو خروجی ترکمتر حداکثر گشتاور اعمالی را محدود می کند . مقادیر اختصاص داده شده در جدول زیر آمده اند.برای مقادیری که در جدول زیر داده نشده اند شرکت سازنده باید توجه کند ترکمتر ساخته شده استاندارد های لازم 6 و 8 را ارضا کند.
| مقدار حداکثر گشتاور ممکن N.m | سایز 6 گوش درایو خروجی | سایز 4 گوش درایو خروجی |
|---|---|---|
| 4 | 3 | _ |
| 10 | 4 | _ |
| 25 | 5.5 | _ |
| 25 | 5.5 | _ |
| 30 | 6.3 | 6.3 |
| 70 | 8 | _ |
| 135 | _ | 10 |
| 200 | 11.2 | _ |
| 340 | 12.5 | 12.5 |
| 1000 | _ | 20 |
| 2100 | _ | 25 |
| ابعاد بر اساس استاندارد ایزو 1173 | ابعاد بر اساس استاندارد ایزو 1174 |
3)Specified torque range محدوده ویژه گشتاور :
الزامات و روشهای موجود در این سند یک محدوده گشتاور مشخص را پوشش میدهد، که در آن محدوده به نوع و کلاس ابزار گشتاور بستگی دارد. محدوده یا مقدار گشتاور برای ترکمتر های مختلف به شرح زیر انتخاب می شود :
- ترکمتر نشانگر گشتاور مدل 1 در کلاسهای A وB و D : از کمترین مقدار مشخص شده تا 100 % از حداکثر مقدار گشتاور ابزار مربوطه.
- ترکمتر نشانگر گشتاور مدل 1 در کلاسهای C و E : توسط شرکت سازنده مشخص می شود.
- ترکمتر قابل تنظیم گشتاور مدل 2 در کلاسهای A و D و G : از کمترین مقدار مشخص شده تا 100 % از حداکثر مقدار گشتاور ابزار مربوطه
- ترکمتر قابل تنظیم گشتاور مدل 2 در کلاسهای B و C و E و F : توسط شرکت سازنده مشخص می شود.
4) ترکمتر تقه ای شاخص دار و ترکمتر عقربه ای و شاهینی و ترکمتر دیجیتال
برای ترکمتر تقه ای وعقربه ای رزولوشن ترکمتر نباید از 5% ماکسیمم رنج ترکمتر تجاور کند.
برای ترکمتر های با نشانگر دیجیتال رزولوشن ترکمتر نباید از ¼ حداکثر خطای نسبی در گشتاور مورد نطر تجاور کند.
برای ترکمتر های نشانگر گشتاور مدل 1 در کلاس A و B و D نشانگر و یا شاخص گشتاور در حالت بدون بار باید بر روی عدد صفر قرار بگیرد.بازه گشتاور بین صفر و حداقل میزان کالیبره برای ترکمتر باید به گونه ای علامت گذاری شود که برای اپراتور روشن کند که این بازه جزوه رنج محدوده کالیبره ترکمتر نمی باشد. از سوی دیگر بازه کالیبره ترکمتر باید به گونه ای علامت گذاری شود که برای اپراتوراین بازه واضح باشد.
نحوه طراحی ترکمتر های تقه ای و شاهینی و عقربه ای تاثیر مهمی بر روی عدم قطعیت در کالیبراسیون ترکمتر دارد.به طراحان ترکمتر توصیه می شود برای اطلاعات راهنما در استاندارد ISO 6789-2:2017,6.2.1 مراجعه کنند.5) Maximum permissible deviation حداکثر خطای نسبی استاندارد در ترکمتر ها
حداکثر خطای نسبی برای انواع ترکمتر های نشانگر گشتاور و قابل تنظیم در جدول زیر آورده شده اند . در صورتی که سازنده ادعا کند که ترکمتر ساخته شده توسط آن شرکت انحراف نسبی کمتر از انحراف نسبی جداول زیر دارد باید صحت و سقم این ادعا مورد بررسی قرار گیرد. برای تعین انطباق خطای نسبی ترکمتر، خطای نسبی دستگاه تست ترکمتر نباید لحاظ شود.
| حداکثر مقدار گشتاور | کلاس | ||
|---|---|---|---|
| کم تر از 10 نیوتون متر | بیشتر و مساوی 10 نیوتون متر | ||
| ∓6% | A و B | ||
| ∓4% | ∓6% | B و C و E | |
| اگر یک ابزار در هر دو جهت کار می کند، حداکثر انحراف نسبی مجاز باید در هر جهت رعایت شود توسط سازنده مشخص میشود. | |||
| حداکثر مقدار گشتاور | کلاس | ||
|---|---|---|---|
| کم تر از 10 نیوتون متر | بیشتر و مساوی 10 نیوتون متر | ||
| ∓4% | ∓6% | A و B و C | |
| ∓6% | D و E و F و G | ||
| اگر یک ابزار در هر دو جهت کار می کند، حداکثر انحراف نسبی مجاز باید در هر جهت رعایت شود توسط سازنده مشخص میشود. | |||
6) Overloading test تست بارگذاری ترکمتر
تست بارگذاری برای ترکمتر ها بدین گونه است که باید تمامی ترکمتر ها نشانگر گشتاور باید 3 بار در هر دو جهت عملکرد تا بیشتر از 125% حداکثر ظرفیت اسمی خود بارگذاری شوند ، در مورد ترکمتر های قابل تنظیم مانند ترکمتر تقه ای باید آن ها را روی حداکثر مقدار اسمی خود تنظیم و سپس 3 بار تا بیشتر از حداقل 125% ظرفیت اسمی خود بارگذاری کرد . این تست نباید عملکرد صحیح ترکمتر را تحت تاثیر قرار دهد و بعد تست حداکثر بارگذاری ترکمتر باید آسیب فزیکی شده و دقت خود را از دست بدهد.7) Endurance test تست استقامت ترکمتر ها
تمامی ترکمتر ها باید برای بارگذاری دوره ای 5000 سیکل کاری در بالاترین رنج خود در محدوده رنج کالیبره باقی بمانند . این بارگذاری باید در بازه 5 سیکل بر دقیقه الی 20 سیکل بر دقیقه انجام شود. بعد از تست استقامت ، ترکمتر ها دقت حداکثر خطای نسبی خود را حفظ کرده و دچار آسیب فیزیکی نشده و عملکرد ایمن داشته باشند.8) Effect of geometric change تاثیر تغیرات هندسی
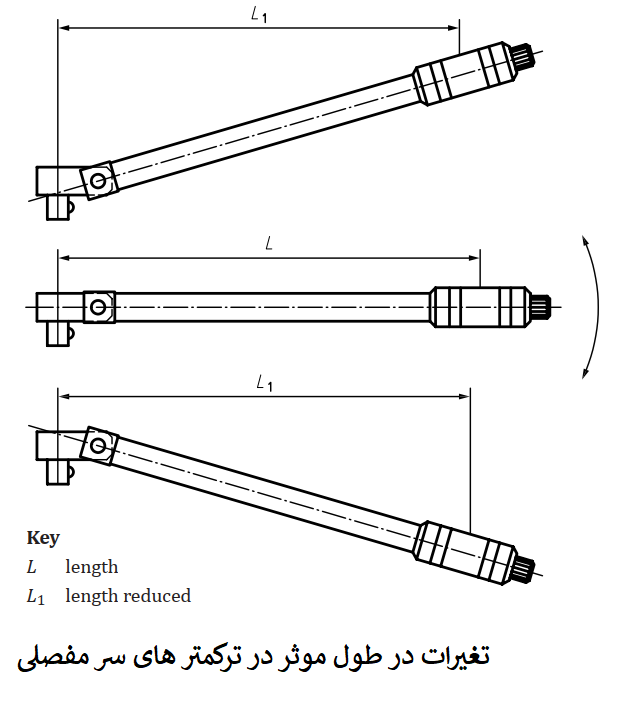
توجه به این نکته ضروری است عملکرد بعضی از ترکمترها مستقل از محل اعمال نیرو است ، اما بعضی از ترکمتر ها بسته به قرار گیری دست برای اعمال نیرو مقادیر متفاوتی نشان می دهند.9) Effect of geometric change تاثیر تغیرات هندسی
توجه به این نکته ضروری است عملکرد بعضی از ترکمترها مستقل از محل اعمال نیرو است ، اما بعضی از ترکمتر ها بسته به قرار گیری دست برای اعمال نیرو مقادیر متفاوتی نشان می دهند.
تمامی ترکمتر ها باید تحت تاثیر تغیرات هندسی تست و بررسی شوند . ترکمتر های با جغجغه مفصلی که با توجه به زاویه جغجغه دچار تغیرات در طول موثر می شوند همچنین ترکمتر های سره خور که دچار تغیر در طول موثر با توجه به طول سره ترکمتر میشوند باید توسط شرکت سازنده نسبت به این موضوع شفاف سازی شوند. همینطور برای ترکمتر هایی که با دسته کمکی استفاده می شوند در صورتی که گشتاور موثر وابسطه به محل اعمال نیرو باشد باید این موضوع توسط شرکت سازنده شفاف سازی شود.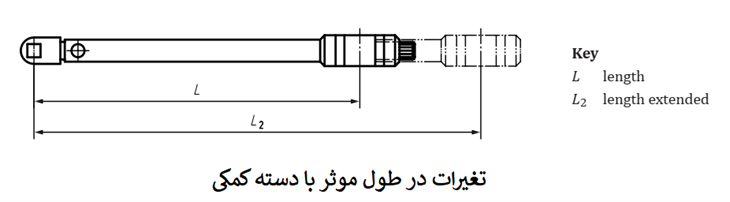
تست انطباق در زمان استفاده :
اگر کاربر از روش هایی برای تست و کنترل دستگاه های آزمایشی استفاده می کند ،ترکمتر ها نیز باید در این رویه گذاشته شوند . فاصله زمانی بین تست های عملکرد باید بر مبنای عوامل عملکردی مانند میزان دقت (خطای نسبی) مورد نیاز ، تناوب تعداد دفعات استفاده، میزان بار گذاری در حین کارکرد و همچنین شرایط محیطی و نگهداری قرار بگیرد.
اگر کاربر ترکمتر دسترسی به دستگاه تست ترکمتر ندارد دوره زمانی 12 ماهه و یا 5000 سیکل کاری به صورت پیش فرض توصیه می شود . دوره زمانی 12 ماهه جهت بررسی کالیبراسیون ترکمتر بعد از اولین استفاده شروع می شود.
پریود کوتاهتر از 12 ماه یا 5000 سیکل کاری شاید مورد نیاز اپراتور یا مشتری و سازمان بازرسی مربوطه باشد که باید مورد نظر قرار گیرد.
تست ترکمتر
سیستم تست ترکمتر:
دستگاه تست ترکمتر باید متناسب با رنج ترکمتر های مورد کاربرد اپراتور انتخاب شود. حداکثر خطای نسبی دستگاه تست ترکمتر نباید از ¼ حداکثر خطای نسبی ادعا شده دستگاه ترکمتر در رنج کاربردی مورد نظر باشد.
دستگاه تست ترکمتر باید گواهی کالیبراسیون قابل ردیابی بر طبق ISO/IEC 17025 را داشته باشد و یا معادل آن دستگاه تست ترکمتر باید در آزمایشگاهی که صلاحیت انجام استاندارد ی بر مبنای ISO 6789 را داشته باشد انجام شود.
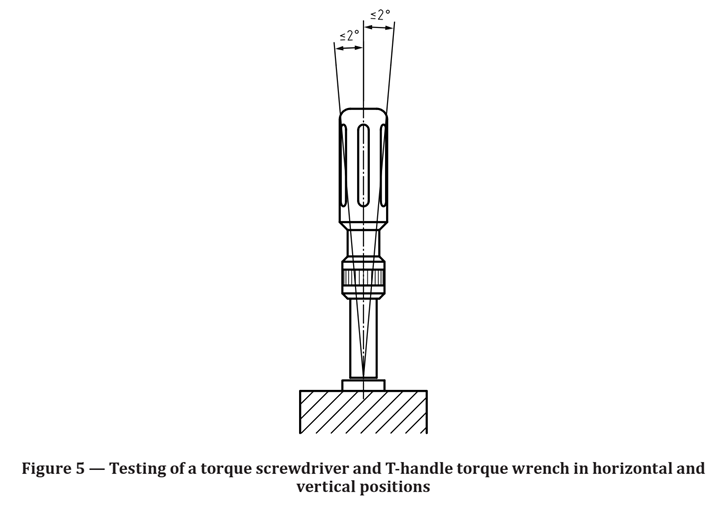
نحوه اعمال گشتاور بر روی ترکمتر:
گشتاور اعمالی بر روی ترکمتر ها باید به روش های زیر اعمال شودالف) گشتاور اعمالی بر روی ترکمتر که حول محور سفت شونده اعمال باید شرایط ذیل را داشته باشد.
- برای ترکمتر ها ، یک نیرو یا دو نیرو با مقدار مساوی و جهت مخالف برای دست های T شکل روی دسته ابزار در فاصله شعاعی ثابت اعمال می شود.
- برای ترکمتر پیچگوشتی ها ، گشتاور بر روی دسته ابزار اعمال می شود و یا دارای دسته T شکل هستند که گشتاور باید مساوی و در جهت مخالف بر روی آن اعمال شوند.
ب) دستگاه ترکمتر که زمانی که نیروی واکنش بر روی دسته آن اعمال میشود بر روی محور اعمال نیرو میچرخد.
تمامی نیروهای اعمالی بر روی ترکمتر باید عمود بر محور چرخش باشد. همچنین دستگاه ترکمتر باید امکان گردش بر حول محور اعمال نیرو را داشته باشد.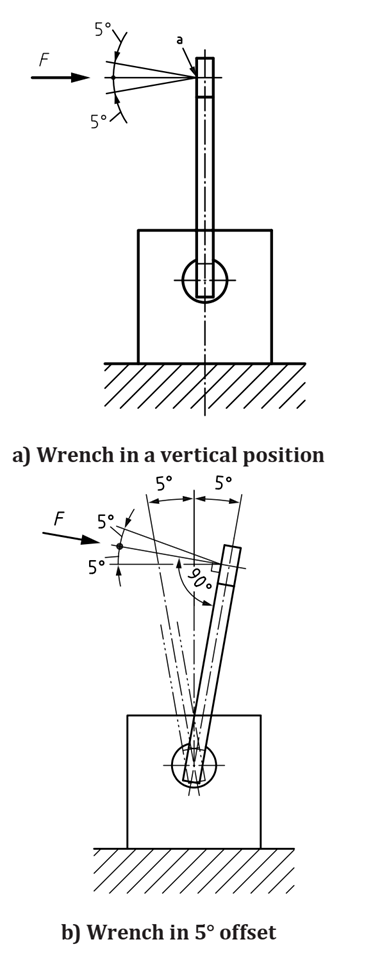
جدول گشتاور استاندارد ترکمتر ها جهت بستن پیچ ها
هدف از اعمال گشتاور بر روی پیچ ها ، ایجاد نیروی کشش و اتصال قطعات با یکدیگر است . با توجه به اتصال و کاربرد مورد نظر و همچنین کشش مورد نیاز می توان پیچ ها با سایز و آلیاژ متفاوت انتخاب کرد . گرید پیچ ها که با توجه به تنش تسلیم آلیاژ آنها مشخص می شود ، میزان گشتاور مطلوب اعمالی توسط ترکمتر جهت بستن هر سایز از پیچ را مشخص می کند . به عنوان مثال برای بستن پیچ M10 با گرید 5.8 ترکمتر را باید بر روی گشتاور 30 نیوتن تنظیم کرد.
 |  |  | Bolts and nuts classes (Metric threads, triangular shape, high pitch,0.15 coefficient) | |||||
|---|---|---|---|---|---|---|---|---|
| 4.8 Torque Nm | 5.8 Torque Nm | 6.8 Torque Nm | 8.8 Torque Nm | 10.9 Torque Nm | 12.9 Torque Nm | |||
| M3 | 5.5 | 2.5 | 0.64 | 0.8 | 0.91 | 1.21 | 1.79 | 2.09 |
| M4 | 7 | 3 | 1.48 | 1.83 | 2.09 | 2.78 | 4.09 | 4.79 |
| M5 | 8 | 4 | 2.93 | 3.62 | 4.14 | 5.5 | 8.1 | 9.5 |
| M6 | 10 | 5 | 5 | 6.2 | 7.1 | 9.5 | 14 | 16.4 |
| M8 | 13 | 6 | 12.3 | 15.2 | 17.4 | 23 | 34 | 40 |
| M10 | 16 | 8 | 24 | 30 | 34 | 46 | 67 | 79 |
| M12 | 18 | 10 | 42 | 52 | 59 | 79 | 116 | 136 |
| M14 | 21 | 12 | 67 | 83 | 94 | 127 | 187 | 219 |
| M16 | 24 | 14 | 105 | 130 | 148 | 198 | 291 | 341 |
| M18 | 27 | 14 | 145 | 179 | 205 | 283 | 402 | 471 |
| M20 | 30 | 17 | 206 | 254 | 291 | 402 | 570 | 667 |
| M22 | 34 | 17 | 283 | 350 | 400 | 552 | 783 | 917 |
| M24 | 36 | 19 | 354 | 438 | 500 | 691 | 981 | 1148 |
| M27 | 41 | 19 | 525 | 649 | 741 | 1022 | 1452 | 1700 |
| M30 | 46 | 22 | 712 | 880 | 1005 | 1387 | 1969 | 2305 |
| M33 | 50 | 24 | 968 | 1195 | 1366 | 1884 | 2676 | 3132 |
| M36 | 55 | 27 | 1242 | 1534 | 1754 | 2418 | 3435 | 4020 |
| M39 | 60 | 1614 | 1994 | 2279 | 3139 | 4463 | 5223 | |
| M42 | 65 | 32 | 1995 | 2464 | 2816 | 3827 | 5515 | 6453 |
| M45 | 70 | 2497 | 3085 | 3525 | 4847 | 9603 | 8079 | |
| M48 | 75 | 36 | 3013 | 3722 | 4254 | 5849 | 8330 | 9748 |
| M52 | 80 | 3882 | 4795 | 5480 | 7535 | 10731 | 12558 | |
| M56 | 85 | 41 | 4839 | 5978 | 6832 | 9394 | 13379 | 15656 |
| M60 | 90 | 6013 | 7428 | 8490 | 11673 | 16625 | 19455 | |
| M64 | 95 | 46 | 7233 | 8935 | 10212 | 14041 | 19998 | 23402 |
بازرگانی جهان ابزار مجری تامین و تجهیز انواع ابزارالات صنعتی، کارگاهی و بادی توزیع انواع سنباده و صفحات سایش و برش حرفه ای


